Preload and tightening torque, abbreviated as \( \tau \) (Greek symbol tau), is the relationship between the turning force applied to a threaded fastener during installation and the resulting clamping force created in the joint. When a bolt or nut is tightened, the applied tightening torque is converted into tensile force in the fastener, causing it to stretch slightly, this stretch produces preload, which is the internal tensile force that clamps the connected parts together.
Preload and Tightening Torque Formula |
||
|
\( \tau \;=\; F \cdot K \cdot d \) (Preload and Tightening Torque) \( F \;=\; \dfrac{ \tau }{ K \cdot d }\) \( K \;=\; \dfrac{ \tau }{ F \cdot d }\) \( d \;=\; \dfrac{ \tau }{ F \cdot K }\) |
||
| Symbol | English | Metric |
| \( \tau \) (Greek symbol tau) = Tightening Torque | \(lbf-ft\) | \(N-m\) |
| \( F \) = Preload (Clamping Force in the Bolt) | \(lbf\) | \(N\) |
| \( K \) = Torque Coefficient (Nut Factor) | \(dimensionless\) | \(dimensionless\) |
| \( d \) = Bolt Diameter | \(in\) | \(mm\) |
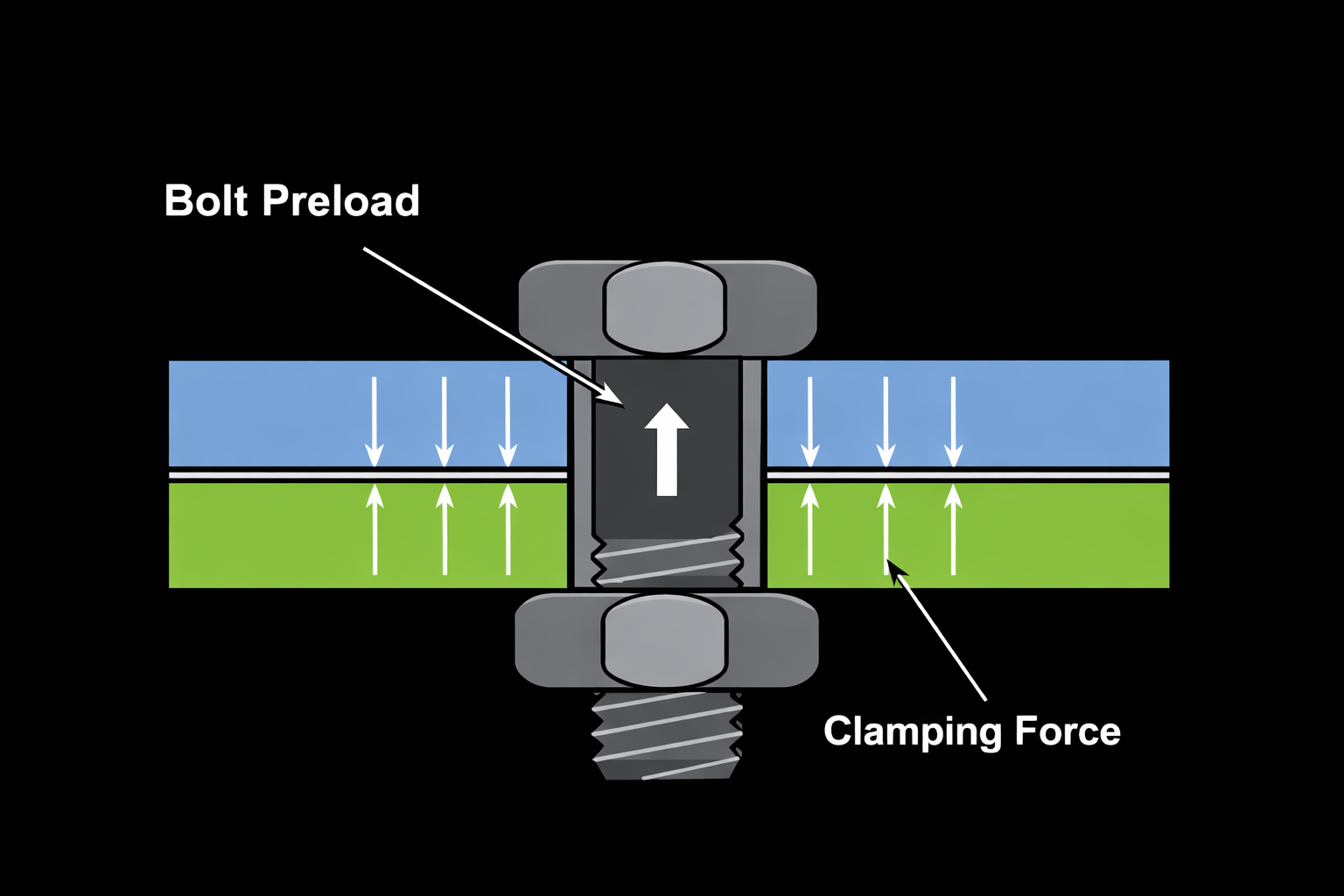 Preload is needed to maintains joint integrity by preventing separation, reducing relative motion between parts, and improving resistance to fatigue, vibration, and external loads. The tightening torque is only an indirect means of achieving preload, since much of the applied torque is lost to friction in the threads and under the bolt head or nut face. As a result, factors such as surface finish, lubrication, thread condition, and material properties strongly influence the actual preload achieved for a given torque. Proper control of preload and tightening torque is therefore essential in mechanical design and assembly to ensure reliable, safe, and repeatable bolted joints.
Preload is needed to maintains joint integrity by preventing separation, reducing relative motion between parts, and improving resistance to fatigue, vibration, and external loads. The tightening torque is only an indirect means of achieving preload, since much of the applied torque is lost to friction in the threads and under the bolt head or nut face. As a result, factors such as surface finish, lubrication, thread condition, and material properties strongly influence the actual preload achieved for a given torque. Proper control of preload and tightening torque is therefore essential in mechanical design and assembly to ensure reliable, safe, and repeatable bolted joints.
![]()